
资讯中心NEWS CENTER
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展立式加工中心普遍应用于航空、航天、汽车、模具、电子、机械等领域。主要应用于以下几方面——复杂曲面零件的加工:立式加工中心具有高速、高精度的特点,可以满足复杂曲面零件的加工要求。如飞机发动机壳体、汽车发动机缸体等零件的加工。箱体类零件的加工:立式加工中心可以实现对箱体类零件的一次性装夹和多面同时加工,提高了加工效率。如机床底座、泵体等零件的加工。精密零件的加工:立式加工中心具有高精度的特点,可以满足精密零件的加工要求。如光学镜片、微电机转子等零件的加工。批量生产:立式加工中心具有高度自动化的特点,可以实现对同一零件的批量加工,提高生产效率。如汽车零部件、手机外壳等零件的加工。在操作立式加工中心之前,首先要仔细阅读机床的使用说明书,了解机床的性能、结构、操作方法等内容。杭州机床立式加工中心
复合立铣刀是立式加工中心常用的刀具之一,主要用于平面、凹槽、曲面等复杂形状零件的粗加工和精加工。复合立铣刀通常将多种功能集成在一个刀具上,如钻孔、铣削、镗削等,可根据加工要求选择合适的复合立铣刀。复合钻头主要用于钻孔加工,包括直柄钻头、锥柄钻头等。复合钻头通常将多种功能集成在一个刀具上,如钻孔、倒角、锪孔等,可根据加工要求选择合适的复合钻头。复合铰刀主要用于孔的精加工,包括直柄铰刀、锥柄铰刀等。复合铰刀通常将多种功能集成在一个刀具上,如铰孔、倒角、镗孔等,可根据加工要求选择合适的复合铰刀。云南高效立式加工中心在立式加工中心的调试过程中,必须严格按照操作手册进行。
卧式加工中心的刚性较好,龙门加工中心次之,立式加工中心的刚性较差。刚性好的加工中心在切削过程中产生的振动较小,有利于提高加工精度和表面质量。卧式加工中心的切削力较大,龙门加工中心次之,立式加工中心的切削力较小。切削力大的加工中心在切削过程中产生的热量较大,容易导致工件变形和刀具磨损。卧式加工中心的切削速度较快,龙门加工中心次之,立式加工中心的切削速度较慢。切削速度快的加工中心可以提高生产效率,但需要注意切削速度过快可能导致工件变形和刀具磨损。卧式加工中心的精度较高,龙门加工中心次之,立式加工中心的精度较低。精度好的加工中心在加工过程中产生的误差较小,有利于提高产品质量。
立式加工中心数控系统的高精度是其较明显的优点之一。数控系统通过对伺服电机的精确控制,实现了对工件的高速、高精度加工。与传统的手动操作相比,数控系统具有更高的加工精度,可以满足复杂零件的加工需求。此外,数控系统还具有自动补偿功能,可以根据工件的材料、形状和尺寸自动调整切削参数,进一步提高加工精度。立式加工中心数控系统的高效率是其另一个重要的优点。数控系统可以实现多轴联动,一次装夹即可完成多个面的加工,提高了加工效率。同时,数控系统还具有自动换刀功能,可以减少换刀时间,提高加工效率。此外,数控系统还可以实现多种加工工艺的编程,如铣削、钻孔、镗孔等,可以满足不同零件的加工需求,进一步提高加工效率。使用专业清洁剂对立式加工中心进行清洁,避免使用含有腐蚀性物质的清洁剂。
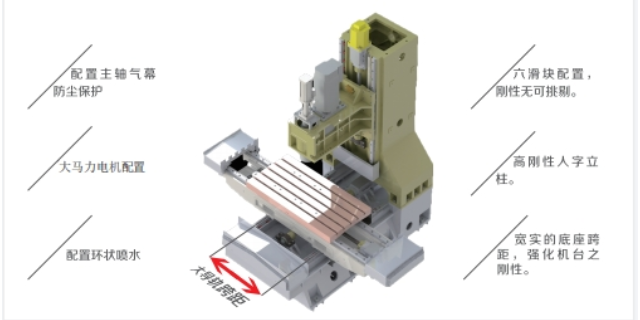
立式加工中心的切削温度控制方法——为了有效地控制立式加工中心的切削温度,提高加工质量和生产效率,可以采取以下几种方法——优化刀具参数:通过优化刀具的几何参数、选择适当的刀具材料,可以降低切削力,减小切削温度。例如,选择较大的前角和后角,可以减小刀具与工件的接触面积,降低切削力;选择导热系数较高的刀具材料,可以提高散热效果,降低切削温度。优化切削条件:通过调整切削速度、进给量、切削深度等切削条件,可以有效地控制切削温度。一般来说,适当降低切削速度、进给量、切削深度,可以降低切削温度。但是,过低的切削速度、进给量、切削深度会导致加工效率降低,因此需要根据实际情况进行优化。采用冷却润滑技术:通过采用有效的冷却润滑技术,可以降低切削温度。常用的冷却润滑技术包括内冷式刀具、喷雾冷却、高压冷却液等。内冷式刀具通过在刀具内部引入冷却液,直接冷却刀具刃口,降低切削温度;喷雾冷却通过向切削区域喷射冷却液,实现对刀具和工件的冷却;高压冷却液通过提高冷却液的压力,增加冷却液的流速和流量,提高冷却效果。主轴箱是立式加工中心的主轴部件,主要用于安装主轴和传动装置。南昌零件立式加工中心
立式加工中心是一种采用数控技术进行控制的机床。杭州机床立式加工中心
传动系统是立式加工中心控制系统的重要组成部分,它负责将伺服系统的输出动力传递到机床的各个轴上,从而实现机床的精确运动。传动系统的性能和精度直接影响到立式加工中心的加工精度和表面质量。传动系统主要包括主轴驱动、进给驱动和回转驱动等部件。主轴驱动负责将伺服系统的输出动力传递到主轴上,实现主轴的高速旋转。进给驱动负责将伺服系统的输出动力传递到工作台上,实现工作台的直线运动。回转驱动负责将伺服系统的输出动力传递到工作台上,实现工作台的回转运动。杭州机床立式加工中心



